
Утверждена
Миннефтегазстроем СССР
9 апреля 1982 года
ВЕДОМСТВЕННЫЕ СТРОИТЕЛЬНЫЕ НОРМЫ
ИНСТРУКЦИЯ ПО ОРГАНИЗАЦИИ ХРАНЕНИЯ, ПОДГОТОВКЕ И КОНТРОЛЮ СВАРОЧНЫХ ЭЛЕКТРОДОВ, ФЛЮСОВ И ПРОВОЛОКИ СПЛОШНОГО СЕЧЕНИЯ (ДЛЯ МНОГОНИТОЧНОЙ СИСТЕМЫ ГАЗОПРОВОДОВ)
ВСН 2-143-82
Срок введения
1 октября 1982 года
Срок действия
до 1 октября 1987 года
Настоящая Инструкция устанавливает единую систему хранения, подготовки, контроля качества и доставки сварочных материалов на трубосварочные базы и в потолочные бригады, работающие на сооружении многониточной системы газопроводов.
В Инструкции приведены сведения по организации хранения и выполнению технологических операций подготовки и контроля сварочных материалов, а также технические условия на хранение сварочных материалов, основные технические решения по организации, впервые в отрасли, стационарных унифицированных и механизированных участков хранения и подготовки сварочных материалов, сведения по ведению учетной документации и изложены основные положения по централизованной доставке сварочных материалов на трубосварочные базы и в потолочные бригады.
Инструкция разработана отделом технологии сварки промысловых и магистральных трубопроводов кандидатами техн. наук В.Д. Тарлинским, Е.М. Роговой, инж. В.Н. Мижутиным, А.Г. Фиштенбергом, В.А. Свириным.
Внесена отделом технологии сварки промысловых и магистральных трубопроводов ВНИИСТа.
Утверждена Миннефтегазстроем 9 апреля 1982 г.
Разработана впервые.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция предназначена для разработки и внедрения на строительстве многониточной системы газопроводов единой организационной системы, объединяющей подготовку, контроль качества и централизованную доставку сварочных материалов потребителям, с целью решения следующих вопросов:
повышения качества сварных соединений путем использования только тех сварочных материалов, которые подготовлены в соответствии с техническими требованиями, что гарантирует ряд организационно-технических мероприятий;
сокращения расхода сварочных материалов путем создания необходимых условий хранения и транспортировки;
снижения трудозатрат и улучшения условий труда при централизации работ по хранению, подготовке и доставке сварочных материалов.
1.2. Требования Инструкции распространяются на следующие сварочные материалы:
электроды по ГОСТ 9466-75 "Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки" и "Инструкции по технологии сварки магистральных трубопроводов", ВСН 124-80/Миннефтегазстрой (М., ВНИИСТ, 1981);
флюсы по ГОСТ 9087-81 "Флюсы сварочные плавленые. Технические условия";
сварочную проволоку по ГОСТ 2246-70 "Проволока стальная сварочная";
сварочные материалы зарубежной поставки.
1.3. Инструкция может быть использована в качестве базового документа следующими категориями работников монтажных организаций и служб Миннефтегазстроя:
технологическими службами при разработке проектов организации работ и рабочей технологии хранения, подготовки и контроля сварочных материалов;
конструкторами при проектировании технологической оснастки;
ИТР монтажных организаций, работниками служб контроля качества и материально-технического снабжения.
1.4. При составлении данной Инструкции использованы следующие справочно-нормативные материалы:
Инструкции Госарбитража при Совете Министров СССР, регламентирующие приемку промышленной продукции;
Руководство по оценке производственными организациями качества сварочных электродов и составлению необходимой документации, Р 347-79 (М., ВНИИСТ, 1979);
Руководящий технический материал. Организация хранения, подготовки и контроля сварочных материалов, РТМ 26-304-78 ВНИИПТхимнефтеаппаратуры (Волгоград, 1979);
Готман П.Е. и др. Склады на заводах машиностроения, справочник (М., Машиностроение, 1964).
2. ОРГАНИЗАЦИЯ ХРАНЕНИЯ СВАРОЧНЫХ МАТЕРИАЛОВ
Приемка материалов
2.1. Поступающие на участок централизованного хранения и подготовки сварочные материалы должны пройти количественный и качественный контроль с соответствующим оформлением первичной приходной документации.
2.2. Количественный и качественный контроль сварочных материалов осуществляет комиссия, в состав которой входят представители монтажной организации, сварочной службы или ПИЛа и отдела снабжения. В своей работе комиссия руководствуется:
нормативными материалами о порядке приемки продукции производственно-технического назначения и товаров народного потребления по количеству и качеству;
Руководством по оценке производственными организациями качества сварочных электродов и составлению необходимой документации, Р 347-79 (М., ВНИИСТ, 1979).
2.3. Поступление материалов оформляют приходным ордером в трех экземплярах: для бухгалтерии, отдела снабжения и кладовщика.
2.4. Кладовщик должен отметить поступление сварочных материалов в журнале регистрации прибытия грузов.
2.5. Сварочные материалы, поступающие на участок для повторной подготовки, учитывают на основании приемосдаточных накладных.
Размещение и хранение материалов
2.6. Каждую поступающую на участок партию сварочных материалов необходимо размещать отдельно (в зависимости от типоразмера и завода-изготовителя) и регистрировать по форме N 1, соответствующей типовой форме N 17 (Прил. 1), в которой отмечают:
наименование материала;
номер партии;
место хранения (номер ряда стеллажа, штабеля, номер секции стеллажа, номер яруса).
2.7. На каждый вид, марку (включая различия в заводах-изготовителях) и размер сварочных материалов, поступающих на участок, кладовщик обязан завести карточку складского учета по форме N 1.
2.8. Сварочные материалы следует хранить в отапливаемых помещениях в условиях, предохраняющих от загрязнения, увлажнения, ржавления и механических повреждений. В помещении для хранения сварочных электродов температура должна быть не ниже +15 °C.
При указанных выше условиях срок хранения должен быть:
электродов с основным видом покрытия в герметичной упаковке (металлические балки, герметичные пластмассовые пеналы) - 1 год;
электродов с основным видом покрытия в упаковке другого типа, а также целлюлозных электродов - 6 мес.
2.9. Электроды следует хранить в упаковке завода-изготовителя на стеллажах или в штабеле. Высота укладки упаковок не должна превышать 5 рядов.
2.10. Мотки (бухты, катушки) проволоки необходимо хранить на складе в упаковке завода-изготовителя. Приемка мотков (бухт, катушек) проволоки должна быть осуществлена только при наличии металлической бирки с указанием:
наименования товарного знака предприятия-изготовителя;
условного обозначения проволоки;
номера плавки и партии.
2.11. Флюсы необходимо хранить в бумажных мешках, уложенных в штабель, или в специальных закрытых емкостях (контейнерах, бункерах, ларях). В случае повреждения упаковки флюсы следует хранить только в контейнерах, бункерах, ларях.
Комплектование и отпуск сварочных материалов
2.12. Комплектование и подготовку сварочных материалов перед отпуском их в производство следует производить по заявкам потребителя, в которых указывают:
пункт назначения;
маркировку материала;
количество и единицу измерения.
2.13. В качестве основного планово-контрольного документа для отпуска материалов потребитель должен использовать лимитные карточки - форма N 2, соответствующие типовой форме 1431 (Прил. 2).
2.14. Текущий отпуск материалов следует осуществлять в соответствии с установленными лимитами и оформлять сдаточной накладной.
3. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ПОДГОТОВКЕ СВАРОЧНЫХ МАТЕРИАЛОВ
Сварочные электроды и флюсы
3.1. Сварочные электроды и флюсы непосредственно перед их выдачей в производство необходимо сушить (прокаливать) согласно режимам, установленным "Инструкцией по технологии сварки магистральных трубопроводов", ВСН 2-124-80/Миннефтегазстрой (М., ВНИИСТ, 1981).
3.2. Данные по просушенным (прокаленным) электродам и флюсам необходимо записывать в Журнале подготовки сварочных материалов (Прил. 3).
3.3. Использование электродов и флюсов по истечении времени после сушки (прокалки), приведенного в таблице, не допускается.
-------------------------------------T----------------------------
Тип сварочного материала ¦ Срок годности при хранении
¦ в помещениях, отвечающих
¦ требованиям п. 2.8, сут
-------------------------------------+----------------------------
Электроды с покрытием основного вида ¦ 2
Электроды с покрытием целлюлозного ¦ 5
вида ¦
Флюс ¦ 15
Дальнейшее их применение разрешается только после проведения повторной сушки (прокалки).
3.4. При температуре окружающего воздуха ниже 5 °C прокаленные электроды с основным видом покрытия непосредственно после сушки (прокалки) рекомендуется загружать в специальные термопеналы и отпускать потребителю в указанных выше термопеналах.
3.5. Сушку (прокалку) электродов можно осуществлять не более двух раз, не считая сушку (прокалку) при их изготовлении.
Прокалку флюсов выполняют без ограничений. Для электродов, которые прошли повторную сушку (прокалку), в Журнале регистрации в графе "Специальные отметки" делают запись: "Повторная прокалка (сушка)".
3.6. Электроды и флюсы следует выдавать сварщику в количестве, необходимом для односменной работы.
3.7. Неиспользованные за смену электроды с покрытием основного вида следует хранить в сушильных шкафах, а флюс - в герметичной таре.
3.8. При хранении прокаленных электродов с покрытием основного вида в сушильных шкафах (с температурой 135 - 150 °C), а флюсов - в герметической таре срок их хранения не ограничивается.
3.9. Оставшийся после сварки флюс должен быть возвращен на участок подготовки, где его очищают от шлаковых включений, металлических примесей и других загрязнений.
Сварочная проволока
3.10. Перед выдачей на трубосварочную базу сварочную проволоку необходимо очистить от ржавчины, загрязнений и масел.
3.11. Очищенную проволоку следует хранить на специальных стеллажах или в таре и снабжать ярлыком с указанием маркировки.
4. КОНТРОЛЬ КАЧЕСТВА СВАРОЧНЫХ МАТЕРИАЛОВ
4.1. Контроль качества сварочных материалов необходим для определения соответствия их показателей требованиям стандартов, сертификатов и других сопроводительных документов.
4.2. В процессе подготовки материалов и перед выдачей их потребителям следует выполнять следующие виды контроля качества:
проверку гарантийного срока годности для электродов по п. 7.2 ГОСТ 9466-75;
визуальный осмотр на соответствие требованиям стандартов;
проверку сертификатов о качестве;
проверку наличия и правильности оформления сопроводительных документов.
4.3. Электроды по истечении гарантийного срока годности должны быть подвергнуты повторному контролю качества.
5. ТИПОВАЯ СХЕМА УЧАСТКА ХРАНЕНИЯ И ПОДГОТОВКИ СВАРОЧНЫХ МАТЕРИАЛОВ
5.1. Участок хранения и подготовки сварочных материалов должен быть расположен в помещении, отвечающем соответствующим требованиям к хранению сварочных материалов (см. разд. 2), оснащенном подъемно-транспортным, тарно-стеллажным оборудованием и оргоснасткой (Прил. 4).
5.2. В состав этого участка входят:
отделение хранения сварочных материалов;
отделение их подготовки.
5.3. Отделение хранения должно иметь приемную площадку для разгрузки, комплектации и укладки сварочных материалов. Отделение оборудуют бункерами для хранения флюсов и сварочной проволоки.
5.4. Отделение подготовки сварочных материалов оснащают комплектом специального технологического оборудования. Сушку (прокалку) электродов и флюсов осуществляют в электропечах (СШО-3.2.3, 2.5/3.5 и СНО 5.5.5/5); очистку и перемотку проволоки - на специальных станках МОН-51.
5.5. Комплектацию, хранение и выдачу подготовленных сварочных материалов выполняют на специальной отгрузочной площадке.
6. ТЕХНИКА БЕЗОПАСНОСТИ
6.1. В помещениях участка централизованного хранения и подготовки сварочных материалов должна быть предусмотрена общая приточно-вытяжная вентиляция в соответствии с требованиями СНиП II-33-75 "Отопление, вентиляция и кондиционирование воздуха", 1979.
6.2. Рабочее место для очистки проволоки, а также бункера для хранения флюса должны быть оборудованы местными вентиляционными отсосами в соответствии с требованиями СНиП II-33-75 "Отопление, вентиляция и кондиционирование воздуха".
6.3. Освещение помещений должно удовлетворять требованиям СНиП II-4-79 "Естественное и искусственное освещение".
6.4. Электрооборудование следует надежно заземлить в соответствии с требованиями ГОСТ 12.1013-78 "Строительство. Электробезопасность. Общие требования".
6.5. Безопасность производственных процессов должна быть обеспечена в соответствии с требованиями:
ГОСТ 12.3002-75 "Процессы производственные. Общие требования безопасности";
ГОСТ 12.3009-75 "Работы погрузочно-разгрузочные. Общие требования безопасности".
6.6. Температура окружающего воздуха в зоне обслуживания печи для прокалки электродов и флюса с учетом выделения тепла самой печи не должна превышать 25 °C.
Приложение 1
Форма N 1
Карточка N Складского учета сварочных материалов
--------T--------T------T-----T------T-----T-------T----T------T----T------
Участок ¦Стеллаж ¦Ячейка¦Еди- ¦Услов-¦Марка¦Партия,¦Раз-¦Номен-¦Цена¦Норма
центра- ¦ (ряд, ¦ ¦ница ¦ное ¦ ¦дата ¦мер ¦кла- ¦ ¦запаса
лизо- ¦штабель,¦ ¦изме-¦обоз- ¦ ¦изго- ¦ ¦тур- ¦ ¦
ванного ¦секция, ¦ ¦рения¦наче- ¦ ¦товле- ¦ ¦ный N ¦ ¦
хранения¦ ярус) ¦ ¦ ¦ние ¦ ¦ния ¦ ¦ ¦ ¦
--------+--------+------+-----+------+-----+-------+----+------+----+------
Наименование материалов
---------------------------------------------------------------------------
Завод-изготовитель
------T--------T----------T-------------T-------T------T-------T-----------
Дата ¦N до- ¦Порядковый¦ От кого ¦Приход ¦Расход¦Остаток¦ Контроль
записи¦кумента ¦ N записи ¦ получено и ¦ ¦ ¦ ¦ (подписи
¦ ¦ ¦кому отпущено¦ ¦ ¦ ¦ и дата)
------+--------+----------+-------------+-------+------+-------+-----------
Приложение 2
Форма N 2
---------------T------------T---------T------------------------T---------------
Участок центра-¦ Трест, ¦Объект ¦Карточка учета сварочных¦ Фамилия, и.о.
лизованного ¦управление, ¦строи- ¦ материалов ¦
хранения ¦ участок ¦тельства ¦ ¦
---------------+------------+---------+ +---------------
¦ ¦ ¦ ¦
¦ ¦ ¦ ¦
------T--------+------------+---------+--------T---------------+----T----------
Номен-¦Наимено-¦ Выдано ¦ Возвращено ¦ Акт на
кла- ¦вание ¦ ¦ ¦списывание
турный¦свароч- +----T-----T------T----T--------+----T------T--------+-----T----
N ¦ных ¦Дата¦Коли-¦% год-¦На ¦Расписка¦Дата¦% год-¦Расписка¦Номер¦Дата
¦мате- ¦ ¦чест-¦ности ¦срок¦в по- ¦ ¦ности ¦кладов- ¦ ¦
¦риалов ¦ ¦во ¦ ¦ ¦лучении ¦ ¦ ¦щика в ¦ ¦
¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦приеме и¦ ¦
¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦расписка¦ ¦
¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦лица в ¦ ¦
¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦возврате¦ ¦
------+--------+----+-----+------+----+--------+----+------+--------+-----+----
Приложение 3
ЖУРНАЛ ПОДГОТОВКИ СВАРОЧНЫХ МАТЕРИАЛОВ
---T------T------T-------T------T------------------------T--------------T------
N ¦Наиме-¦Марка,¦Номер ¦Коли- ¦ Место хранения ¦ Режим сушки ¦Специ-
п/п¦нова- ¦диа- ¦партии,¦чество+-----T----T----T----T---+ (прокалки) ¦альные
¦ние ¦метр ¦дата ¦ ¦Стел-¦Сек-¦Ярус¦Шта-¦Ряд+-------T------+от-
¦ ¦ ¦изго- ¦ ¦лаж ¦ция ¦ ¦бель¦ ¦Темпе- ¦Дли- ¦метки
¦ ¦ ¦товле- ¦ ¦ ¦ ¦ ¦ ¦ ¦ратура,¦тель- ¦
¦ ¦ ¦ния ¦ ¦ ¦ ¦ ¦ ¦ ¦°C ¦ность ¦
¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦выдер-¦
¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦жки ¦
---+------+------+-------+------+-----+----+----+----+---+-------+------+------
Приложение 4
ПРИМЕРНАЯ СХЕМА ОРГАНИЗАЦИИ ХРАНЕНИЯ, ПОДГОТОВКИ И КОНТРОЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ
На основе положений настоящей Инструкции ниже приведена типовая схема склада (рис. 1), которая не является обязательной регламентацией, а приведена лишь в качестве примера.
Примечания. 1. Нормативный запас сварочных материалов на один поток при темпе сварки трубопровода диаметром 1420 мм на 1 км/сут (т):
электродов ...................... 30;
флюса ........................... 30;
проволоки сварочной ............. 20.
2. Расстояния между стеллажами принимают из условия прохода электропогрузчика ЭП-106.
3. В помещении склада (СКЗ-М-12/5) следует предусмотреть отопление для поддержания постоянной температуры не ниже +15 °C.
Кроме общей схемы склада представлены схематические изображения соответствующих участков подготовки и хранения сварочных материалов (рис. 2, 3, 4).
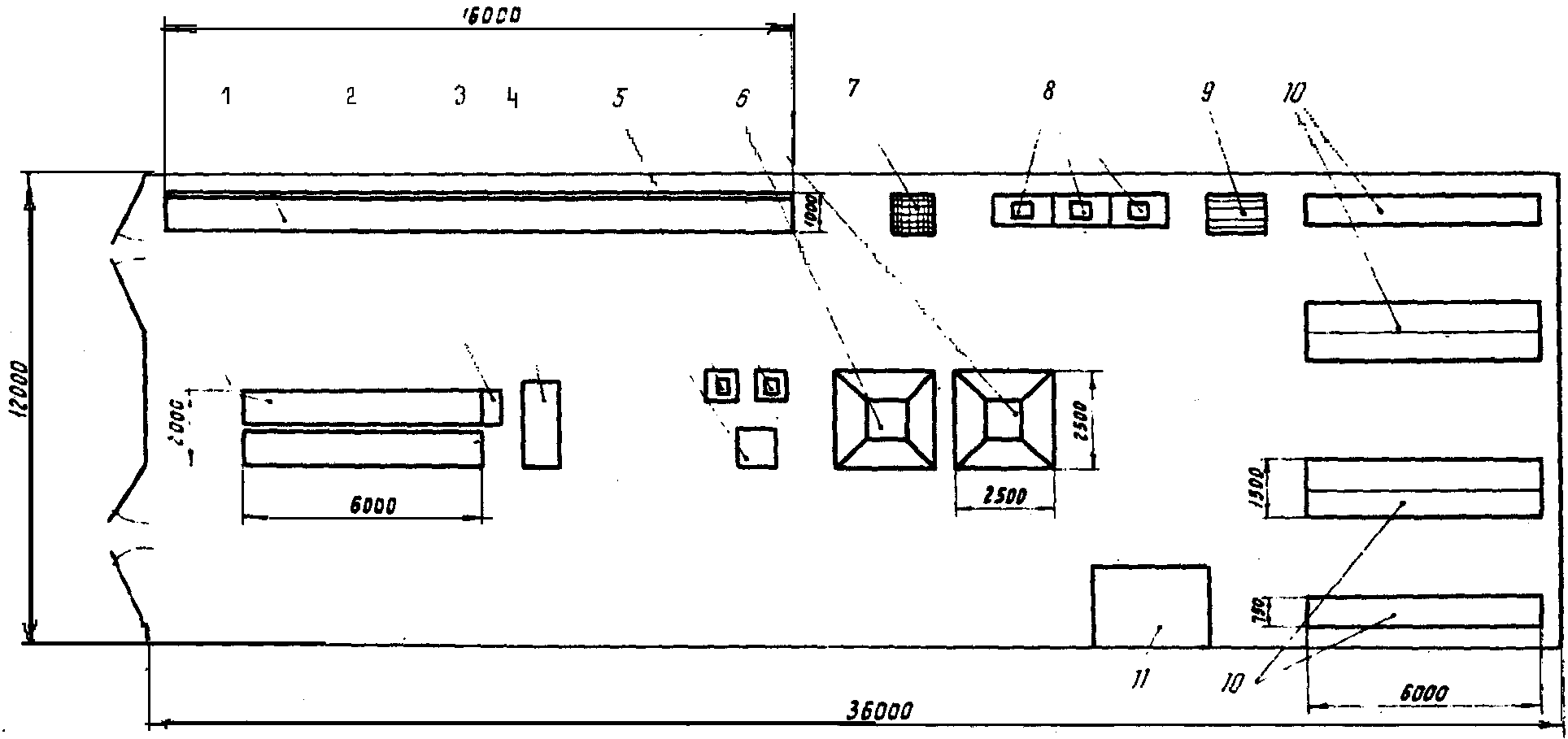
Рис. 1. Схема склада для хранения и подготовки нормативного запаса сварочных материалов: 1 - стеллаж для хранения проволоки; 2 - полка для готовых кассет; 3 - станок для перемотки и зачистки проволоки; 4 - контейнер с прокаленным флюсом; 5 - печь для прокалки флюса; 6 - бункер для хранения флюса; 7 - контейнер с просушенными электродами; 8 - печь для сушки и прокалки электродов; 9 - рабочий стол; 10 - стеллаж для хранения электродов; 11 - конторка

Рис. 2. Стеллаж для хранения электродов
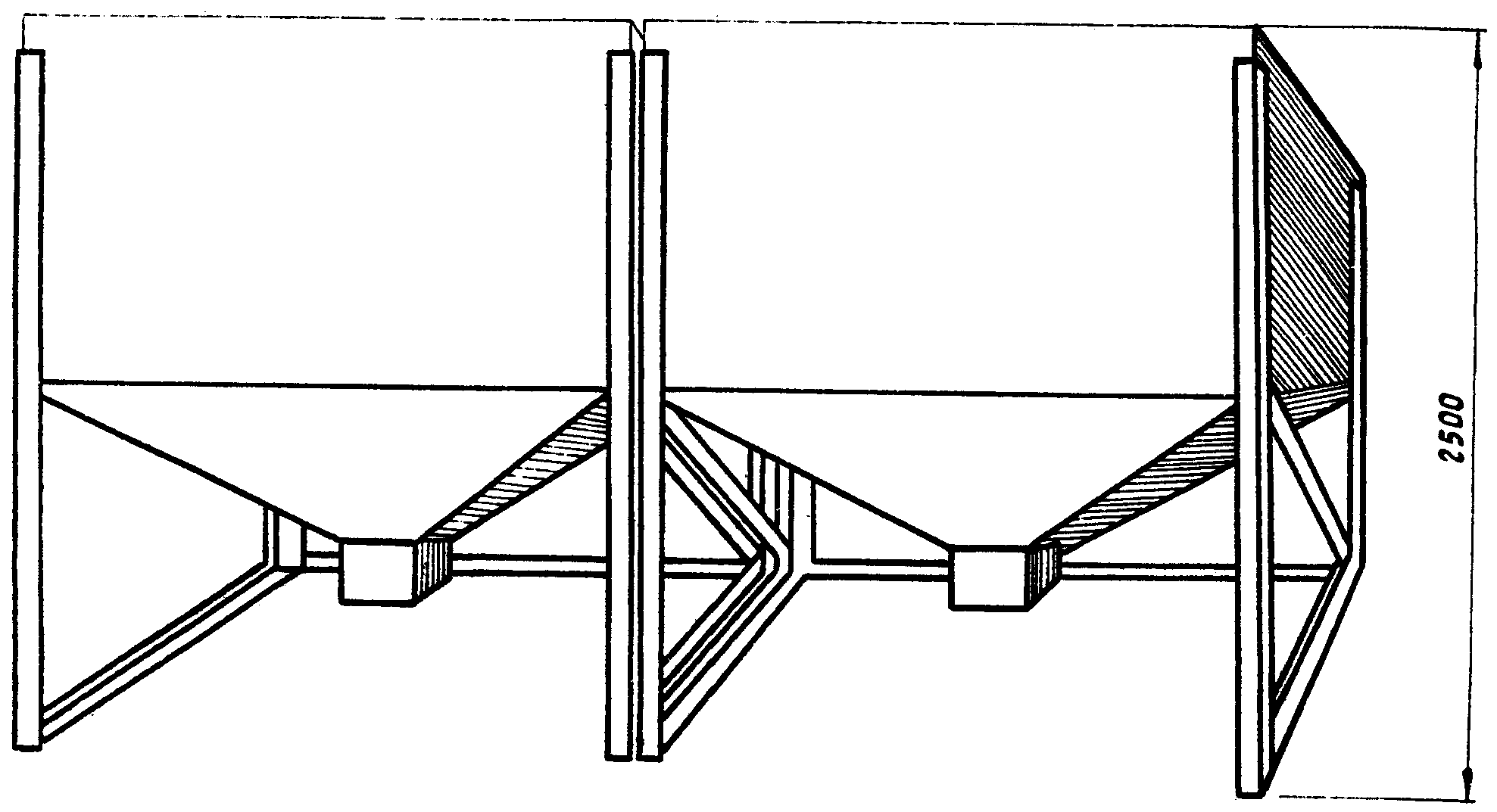
Рис. 3. Бункеры для хранения флюса
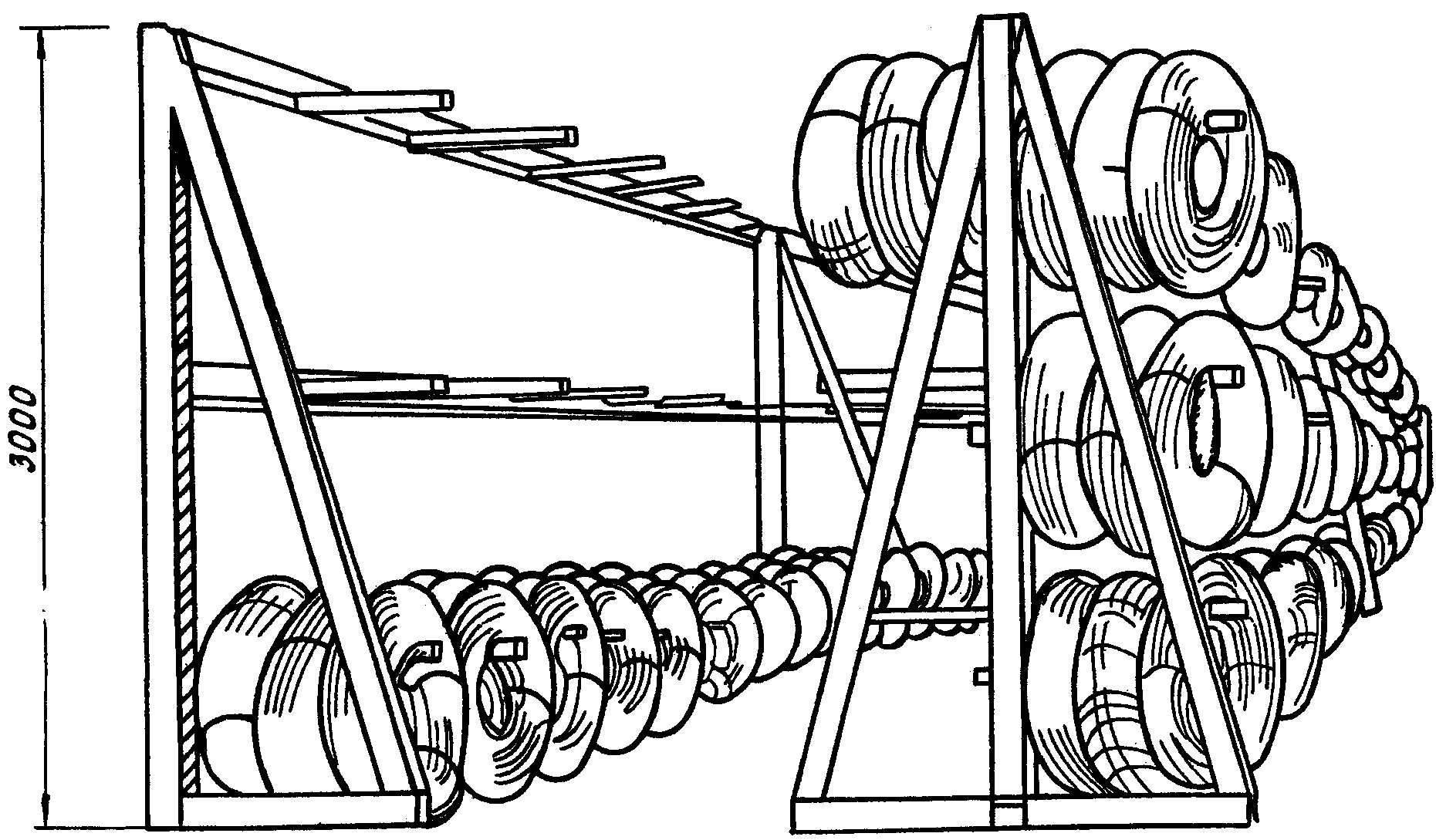
Рис. 4. Стеллажи для хранения сварочной проволоки
 ВСН 2-143-82. Инструкция по организации хранения, подготовке и контролю сварочных электродов, флюсов и проволоки сплошного сечения для многониточной системы газопроводов
ВСН 2-143-82. Инструкция по организации хранения, подготовке и контролю сварочных электродов, флюсов и проволоки сплошного сечения для многониточной системы газопроводов ВСН 2-143-82. Инструкция по организации хранения, подготовке и контролю сварочных электродов, флюсов и проволоки сплошного сечения для многониточной системы газопроводов
ВСН 2-143-82. Инструкция по организации хранения, подготовке и контролю сварочных электродов, флюсов и проволоки сплошного сечения для многониточной системы газопроводов